
Dr.-Ing. Robert Daschner from Fraunhofer UMSICHT, Institute Branch Sulzbach-Rosenberg, describes experiences from scale-up to validate technology and process into industrially relevant environments
Bioenergy will play a major role in the energy transition as we head towards a CO2-neutral energy system, contributing up to 14% of the EU energy mix and up to 10% of energy demand in transport in 2020.
The new policy framework for renewables accelerates the uptake of renewables in the heating/cooling and transport sectors and strengthens the sustainability of bioenergy and promotes innovative technologies.
In this context, it is essential to diversify the technology portfolio and feedstock basis to allow competitive production of advanced biofuels for use in transport.
Demonstrating advanced biofuel technologies at large industrial scale reduces the technological risks and paves the way for subsequent first-of-a-kind industrial projects.
Significant R&D and pilot activities have been going on for the past decade in EU Member States to enlarge the feedstock basis and to develop processing technologies able to deal with a wider feedstock basis, enhance feedstock conversion invaluable energy and co-products, minimize overall energy consumption, and meet EU sustainability criteria.
Biogenic residues like sewage sludge, digestate, composting and paper residues are relevant examples of residue streams available for innovative applications.
For the conversion of such feedstocks, Fraunhofer UMSICHT developed and realised Thermo-Catalytic Reforming (TCR®) technology. Starting from a lab-scale TCR®2 unit (processing 2 kg per hour) to a TCR®30 plant, the TCR® technology was then scaled-up to a 300 kg per hour plant for the conversion of sewage sludge at an industrial rate, financially supported by the Bavarian State Ministry of Economic Affairs, Infrastructure, Transport and Technology.
First commissioning and test runs with sewage sludge at the premises of Fraunhofer UMSICHT showed that the scale-up of the TCR®-technology from lab-scale to demo scale plant was successful. In addition, more than 70 different feedstocks have been initially tested at the lab unit.
From lab-scale to demonstrator: Main steps and products characteristics
The motivation for the scale-up of the TCR® technology is the supply of green energy and green fuels from biogenic residues. A maximum CO2-emissions reduction is a major goal for the utilization of such residues. Therefore, market-ready technology is required. The very positive results and lessons learned from the experiments at lab scale and pilot scale gave the basis for the further scale-up to industrial levels, which is the primary aim of the ToSynFuel project.
It was of great interest to transfer and demonstrate the high quality of the products (bio-oil, syngas and char) from the small-scale application to a 300 kg per hour plant. The pilot-plant was designed for a throughput of 300 kg feedstock with the use-case of dried sewage sludge from wastewater treatment facilities.
The TCR® is an intermediate pyrolysis reactor coupled to a post-reformer. The reactor is heated externally by electrical heating bands or a flue gas heating system. The resulting intermediates are conveyed into a reformer stage, where reforming between char, vapour and gases take place (see the scheme in the figure). This results in an upgrading of all product streams. Due to the catalytic behaviour of the char, reforming can be performed at temperatures below 700 °C.
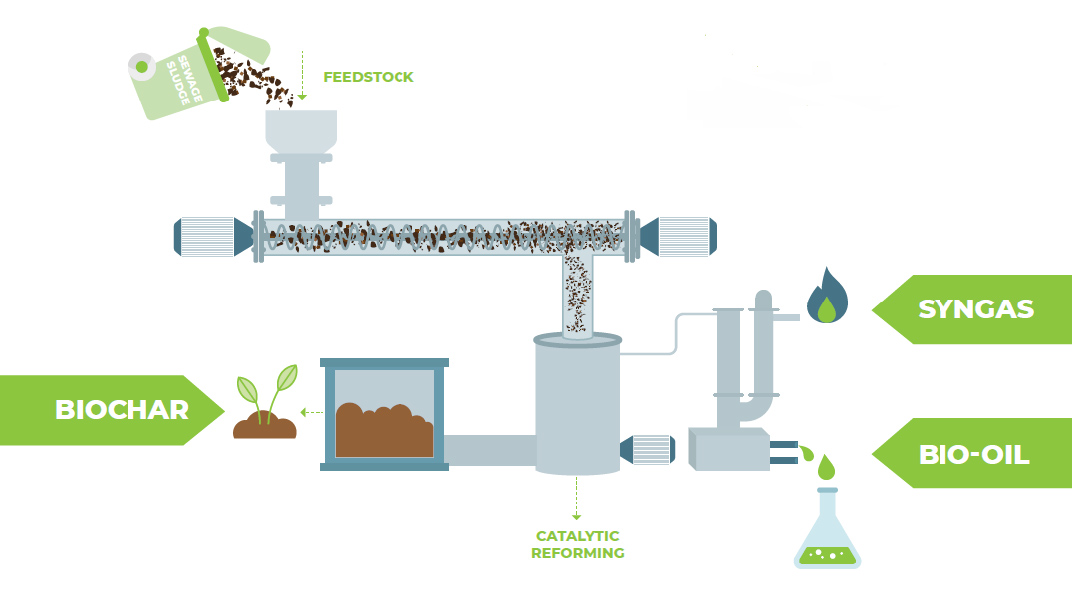
To be mentioned is the high heating value of around 34 MJ per kg of the produced bio-oil. This is a typical value for oil from this process (the feedstock, in this case, was sewage sludge), but it is a very high heating value compared to other pyrolysis oils from such feedstock. Furthermore, the total acid number (TAN) for the bio-oil is very low. This makes even the direct use in stationary combustion engines possible. The oxygen content is very low and far beyond the range of comparable technologies for residue conversion. Consequently, the bio-oil is a thermo-stable and storable fluid with similar properties to crude oil.
The syngas has a very high hydrogen content and the heating value is around 13-18 MJ per cubic metre. The third product – the char or carbonisate – is an anthracite-like product with very low hydrogen and oxygen content, which results in very high stability and long-lasting soil applications are possible.
ToSynFuel project to demonstrate the pre-commercial plant
The ongoing step of development is part of the Horizon 2020 project ToSynFuel. The operational capacity is designed for 500 kg per hour of sewage sludge at a water content of 5-15%. The unit is heated by flue gas from a gas combustion system. The main purpose of this unit is the long-term operation of a pre-commercial demonstrator. This is the actual step of development before the technology is reaching fully commercial scale. This unit will be commissioned and operated from 2020 for around 5,000 hours of operation and for the production of more than 200,000 litres of biocrude oil.
The development process of this novel technology has shown a high potential in the utilization of biomass and residues. With the aim of 3,000 to 30,000 tons per year of feedstock capacity, a decentralised application for sustainable energy has been developed. The intermediate bioenergy carriers address application in existing infrastructure and consequently reduce specific costs.
TCR® will be combined with pressure swing adsorption (PSA) and hydro-deoxygenation (HDO) technologies in an integrated plant.
TCR® bio-oil can be successfully hydrodeoxygenated, at elevated pressure using hydrogen and a specific catalyst, thus completely removing the impurities like oxygen compounds from the TCR® liquids to form hydrocarbons, which can be distilled to give diesel and gasoline equivalents as sustainable synthetic fuels for transport.
The HDO unit will be designed by the project partner VTS and will be the part of the plant where the bio-oil is upgraded.
The hydrogen for refining will be separated from syngas using a decentralised PSA technology designed by project partner Hygear. The surplus of the produced hydrogen should be available to create a new value chain.
The development of the TCR®500 pre-commercial scale plant is the basis for the commercialization and market-roll-out of the technology.
The first demonstration site visit of the working plant is expected to be organized for interested stakeholders and potential early adopters of the technology in a year.
References:
Profiles in OAG January and April 2019 issues
Paper 3DO.3.1, EUBCE 2019 Online Conference Proceedings
EIBI, Implementation Plan 2013 – 2017
Please note: This is a commercial profile








